










激光焊接技術(shù)在紫銅焊接應(yīng)用的難點
來源:未知 日期:2023-12-05
目前在工業(yè)制造業(yè)中,有色金屬紫銅的消費量排名二,僅次于鋁。紫銅廣泛應(yīng)用于建筑業(yè)、電氣、機械制造等行業(yè)。紫銅具有優(yōu)異的導(dǎo)電性和導(dǎo)熱性、優(yōu)異的塑性、易于熱壓和冷壓加工,隨著生產(chǎn)需求的不斷提高,紫銅的用途已逐步擴大。
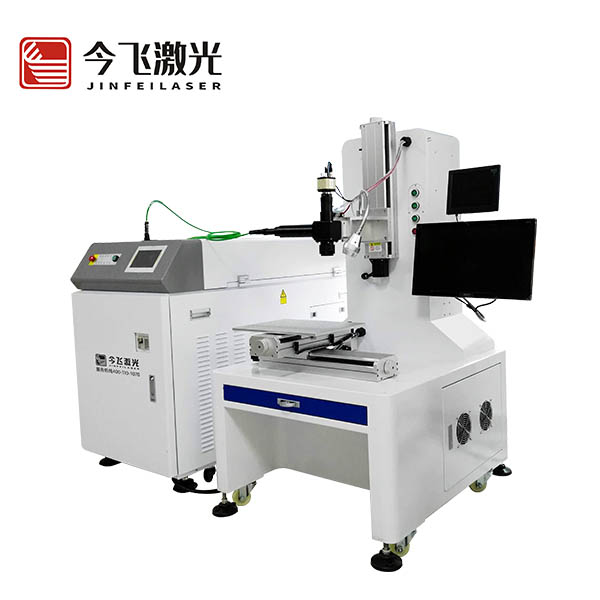
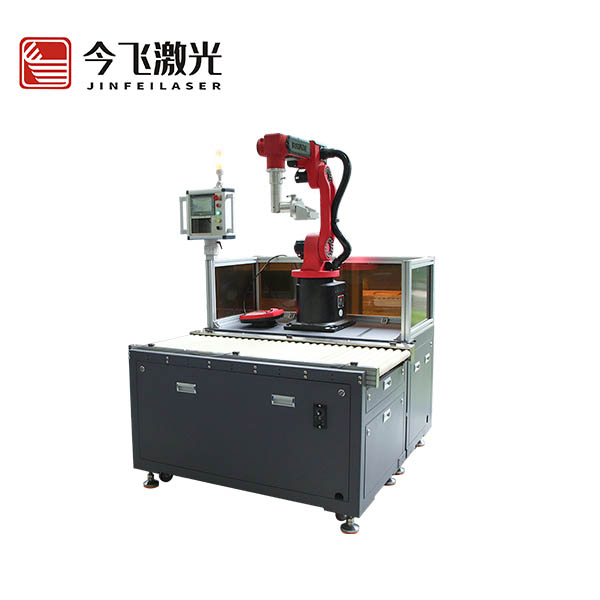
激光焊接具有能量密度高、熔化金屬少、熱影響區(qū)窄、焊接質(zhì)量高、生產(chǎn)功率高等優(yōu)點??捎糜谔岣咦香~焊接的生產(chǎn)能力,已逐漸被越來越多的行業(yè)選用。但由于高反數(shù)據(jù)對光纖激光器的吸收率低,加工難度大,對激光光源也有更高的要求。
紫銅焊接容易出現(xiàn)以下問題:
(1) 難以混合和可變性:由于銅的導(dǎo)熱系數(shù)較大,焊接時傳熱速度很快,且所有焊接部位的熱影響面積也較大,因此很難將數(shù)據(jù)混合在一起;而且由于銅的線膨脹系數(shù)很大,當(dāng)焊接加熱時,夾具夾緊強度不當(dāng)會導(dǎo)致數(shù)據(jù)變形。
(2) 容易出現(xiàn)氣孔:另一個重要的問題發(fā)生在紫銅焊接時是氣孔,尤其是當(dāng)深熔焊更嚴(yán)重時。氣孔的發(fā)生主要有兩種情況,一種是氫溶于銅直接引起的擴散氣孔,另一種是氧化還原反應(yīng)引起的反應(yīng)氣孔。
解決:
紫銅對紅外激光的吸收率在室溫下約為5%,在熔點附近加熱可達到20%左右。為了實現(xiàn)紫銅的激光深熔焊,需要提高激光功率密度。
深熔焊時采用高功率激光對焊接接頭進行振動,用激光束攪動熔池,擴大小孔,有利于氣體溢出,使焊接過程更加穩(wěn)定,焊后飛濺少,氣孔少。
焊接技能:
(1) 焊接時,焊接頭的角度是傾斜的,以避免對激光的長期反射損傷。
(2) 激光器的功率必須達到銅的吸收值,以避免光線被反射。
(3) 銅的吸收值可以通過小芯徑能量密度比很容易達到。
(4) 擺動焊可以提高焊接表面質(zhì)量。



